- Panoramica
- Descrizione del prodotto
- Foto dettagliate
- Lavorazione e produzione
- Imballaggio e spedizione
- Clienti LEJIA
Informazioni di Base.
Model No.
LEJIA-H602
Manufacturing Technology
Computer Technology
Guidare Tipo di motore
Magnete permanente
Cavità dello stampo Tecnologia
Fresatura CNC
Fresatura Velocità
Ad alta velocità
Parti Metodo di rilevazione
Misurazione di tre assi NC
After-sales Service
Quality Problems, Free Replacement
Pacchetto di Trasporto
Standard Export Wooden Package
Specifiche
A, B, C, D, E stations
Marchio
LEJIA
Origine
Shanghai China
Codice SA
8207300090
Capacità di Produzione
20000PCS/Month
Descrizione del Prodotto
| 1.Available Turret Punch Machines Brand | |
| Amada, Baykal, Ermaksann, Durmazlar, Bystronic, Gasparini, Haco, Imal, LVD Ivan, LVD, Mecos, Megobal, Trumpf-Punch Machine, Salvagnini, Safan, Murata (Wiedemann), Taift, Yawei, Yangli, JFY, YSD, ecc... | |
| Vantaggi della LEJIA Tooling | |
| Tenendo conto dei desideri dei nostri clienti, ogni giorno lavoriamo per soddisfare le esigenze dei nostri clienti, per aumentare la nostra lista di prodotti e la qualità degli strumenti. √ Produciamo le nostre punzonatrici in acciaio ad alta velocità M2(SKD), D2,(SKH). Le superfici di lavoro sono preciosamente a terra, standard sarà interamente corpo tempra totale, la durezza può raggiungere HRC61-63. √ abbiamo più di 20 anni di esperienza nella produzione di utensili per punzonatura. √ il nostro stabilimento di lavorazione della punzonatura ha 300 persone, in totale circa 310 macchine di lavorazione della punzonatura, la maggior parte delle quali provengono dal Giappone e da Europen; √ la tolleranza per il punzone è 0,+0.01mm√ ogni speciale punzone di formatura sarà testato dalle nostre macchine di perforazione e avrà i campioni di prova prima di essere inviato ai nostri clienti. | |
| 3.LA CONTROMISURA DI VITA PER L'ATTREZZATURA | |
| LAVORAZIONE DEL RIVESTIMENTO TIN/TICN |  |
| PUNZONE STRETTO Esiste un tipo di punzone, ad esempio di tipo stretto, di tipo a estremità aperta, di tipo super stretto, ecc. che ha reso difficile rompere accorciando l'efficace lunghezza foratura e. aumentare la resistenza del punzone | 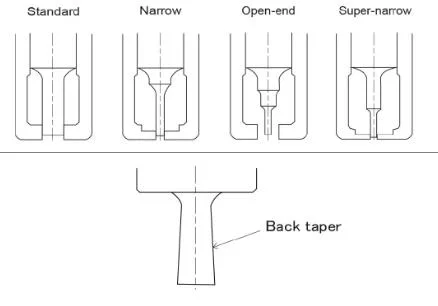 |
| LAVORAZIONE DI PIASTRE SPESSE Un attrezzo che fornisce uno scarico conico sul punzone e riduce il grippaggio e il contatto con il materiale. | |
| ALTRE CONTROMISURE DI VITA -.controllare che non vi sia un disallineamento della stazione della torretta e che la chiave della torretta non sia usurata, ecc. -.Combined utilizzare con utensili per misure di trazione con precisione. -.attuazione di una rettifica precoce. -. Mettere un piccolo arrotondamento sull'angolo di punzone quadrato / rettangolo. Come contromisure di durata dell'utensile, si consiglia di selezionare uno strumento accettabile per le condizioni di lavorazione, quali la qualità e lo spessore del materiale. | |
| 4. MATERIALE PER UTENSILI | |
| La scelta del materiale dell'utensile (tipo di materiale) è molto importante in termini di qualità del prodotto trattato e di durata dell'utensile (costo di lavorazione). Questa volta, abbiamo riassunto il materiale tipico per gli utensili. | |
| Per il corpo del punzone si utilizza il seguente materiale. D2 (SKD) , M2 (SKH) | 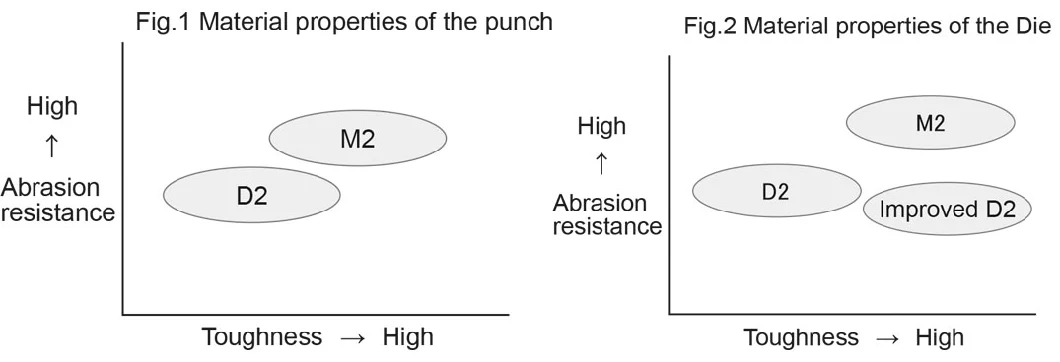 |
| Per la filiera utilizziamo il seguente materiale. D2 , M2(SKH) MIGLIORATI | |
| 5. FARE RIFERIMENTO AL GIOCO APPROPRIATO Gioco = spessore materiale x rapporto gioco | |||
| Materiale | Rapporto di gioco | Resistenza alla trazione (N/mm2) | |
| Macchina servoidraulica | Macchina meccanica | ||
| Acciaio dolce(rullo freddo) | 0.2-0.25 | 0.15 | Più di 270 |
| Acciaio dolce(rullo caldo) | |||
| Inox(duro) | 0.25-0.3 | 0.2 | Più di 520 |
| Inox(morbido) | Più di 450 | ||
| Alluminio(morbido) | 0.15-0.2 | 0.1 | Più di 95 |
| Alluminio(duro) | Più di 215 | ||
| Rame | 0.2-0.25 | 0.15 | Più di 275 |
| Ottone | 0.2-0.3 | 0.2 | Più di 410 |
| Acciaio ad alta resistenza | Più di 590 | ||
| La resistenza al taglio deve essere pari a circa il 80% della resistenza alla trazione come guida. -. Moltiplicare x 1.4 per il risultato del calcolo in caso di spessore superiore a 3,2 mm. -. Calcolare in base al numero di resistenza al taglio e alla resistenza alla trazione per il materiale non specificato nella tabella di sinistra. -. Se è presente un pezzo, eseguire la foratura e acquistare il gioco appropriato facendo riferimento alla tabella seguente. -. Il gioco minimo dipende dalle specifiche della macchina. Controllare anche le specifiche della macchina. | |||
| 6. NOME PARTI DELL'ATTREZZATURA STANDARD | ||
| UTENSILI PER TORRETTE SPESSE | 1. CORPO PUNZONE, STAMPO Ha forato il pezzo in corrispondenza di punzone e matrice. | 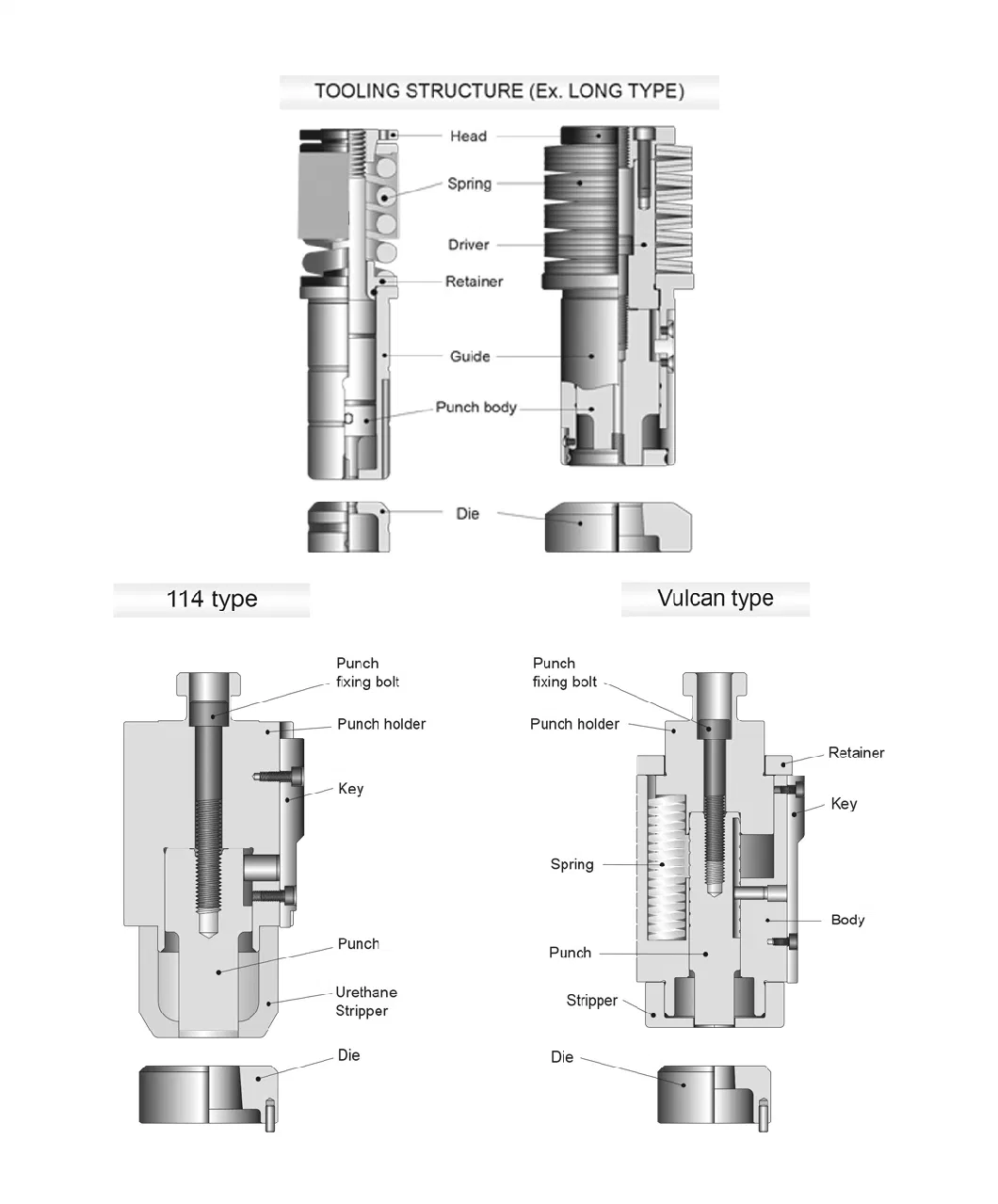 |
| 2. SPOGLIATORE Una parte che trattiene il pezzo durante la lavorazione. Dopo la lavorazione, il bordo del punzone viene estratto dal pezzo in questa parte. | ||
| 3. GUIDA Inserire questa parte nella torretta e tenere fermo e guidare il corpo del punzone. | ||
| 4. TESTA Parte che riceve direttamente la forza del riscontro e la convoglia al conducente e al corpo del punzone. Nel caso dell'utensile di diametro piccolo, ruotarlo per regolare la lunghezza del punzone. | ||
| 5. MOLLA Tenere il pezzo durante la lavorazione e tirare dopo la lavorazione, eliminare il bordo del punzone dal lavoro. Utilizzare la molla elicoidale, la molla in uretano, la molla a disco e così via. | ||
| 6. CONDUCENTE La parte per fissare il corpo del punzone. Inoltre, aggiungere uno spessore tra il driver e il punzone e regolare il punzone lunghezza. Nel caso di Protech , è possibile effettuare la regolazione senza spessori. | ||
| 7. FERMO La guida dovrebbe essere allegata in questa parte. Serve anche tenere ferma la molla | ||
| 8. CANISTER A MOLLA Una combinazione di testa, molla e collare di fermo. È possibile regolare la lunghezza dell'utensile senza utensili. | ||
| UTENSILI DI TIPO MURATA | 1.SUPPORTO PUNZONE Tenere il corpo del punzone. La parte superiore del supporto viene collegata direttamente alla RAM della stampante | |
| 2.CORPO È inserito nella torretta e funge da guida per il porta punzone | ||
| 3.CHIAVE Posizionare la torretta e il supporto. Serve anche a mantenere l'attrezzo in posizione quando è collegato alla torretta. | ||
| 7. FORMULE DI CALCOLO FREQUENTEMENTE UTILIZZATE IN LAMIERA | |
| CALCOLO DEL TONNELLAGGIO Nella pressa a punzone, il tonnellaggio ammesso in base alla macchina. Utilizzare la formula di calcolo riportata di seguito per evitare un tonnellaggio eccessivo. | |
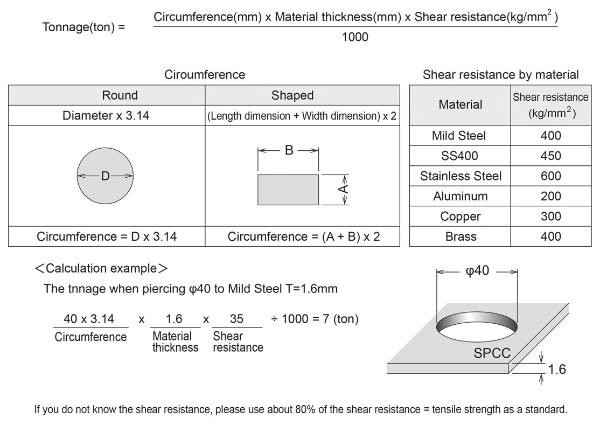 | |
| CALCOLO DELLA QUOTA DEL PRE-FORO PER LA FORMATURA | |
| Durante la lavorazione di formatura, i prefori possono essere lavorati come pre-lavorazione. In tal caso, calcolare i prefori facendo riferimento alla seguente formula di calcolo | |
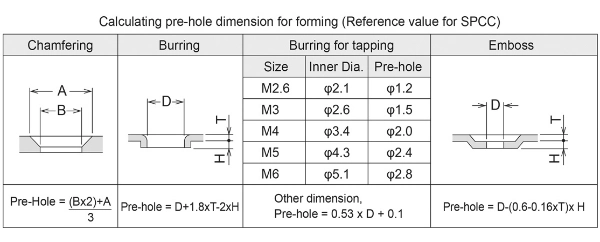 | |
| CONSIGLI SU UN PUNTO: Sebbene la forma di formatura sia la stessa, la dimensione del pre-foro sarebbe diversa a seconda su materiale. Si consiglia di provare la lavorazione di prova facendo riferimento a quanto sopra equazione per ottenere la quota di pre-foro corretta. |
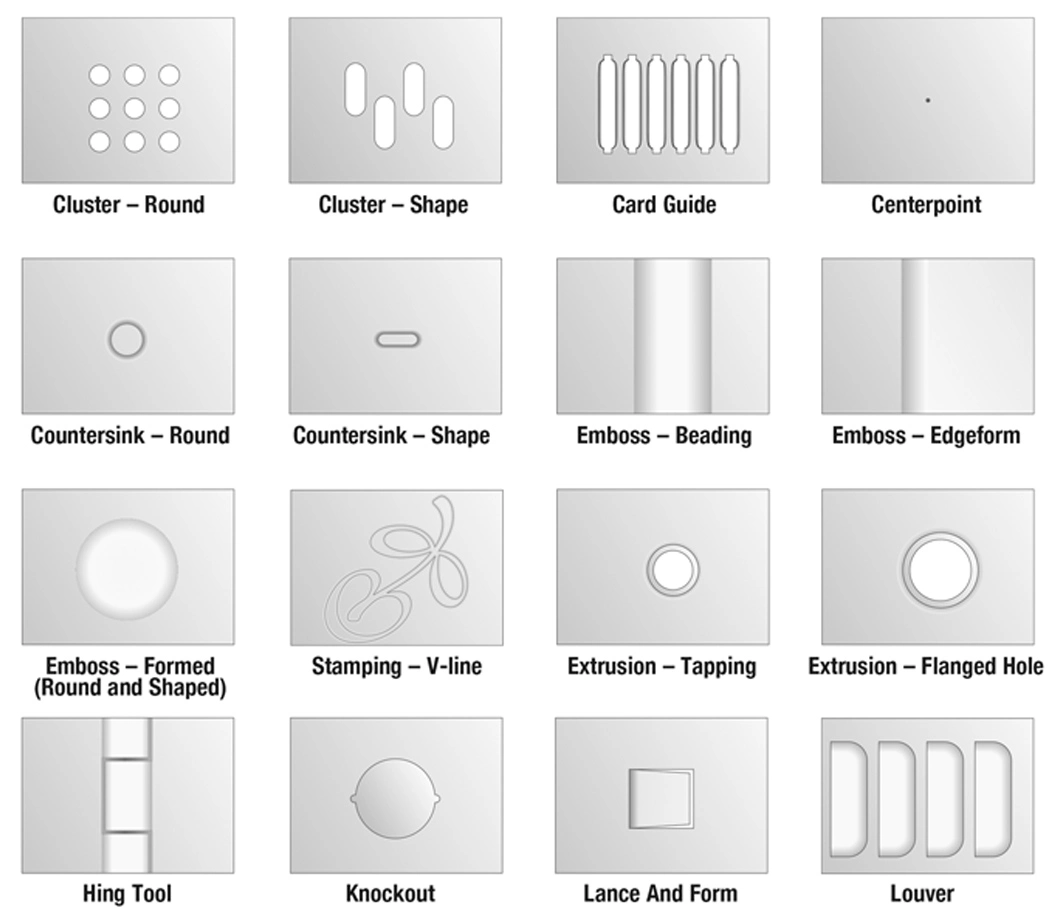
| 8. Applicazioni SPECIALI |
 |

 |
 |
LEJIA ha esportato i prodotti in molti paesi del mondo (Germania, Svezia, Ungheria, Italia, Paesi Bassi, Spagna, Portogallo, Repubblica Ceca, Lituania, Serbia, Grecia, Malta, Austria, Kosovo, Turchia, Ucraina, Albania, Estonia, Bielorussia, Bulgaria, Bosnia, Croazia, Romania, USA, Giappone, Brasile, Argentina, Messico, Bolivia, Colombia, Canada, Perù, Cile, Australia, Nuova Zelanda, Ruanda, Egitto, Sudafrica, Tanzania, Nigeria, Botswana, Maurizio, Russia, Vietnam, India, Iran, Singapore, Uzbekistan, Thailandia, Sri Lanka, Bangladesh, Malesia, Kazakistan, Filippine, Bahrein, Pakistan, Emirati Arabi Uniti, Kuwait, Arabia Saudita, Sudan, Giordania, Oman, Qatar, Israele, Yemen, Mongolia, Birmania..)
